生料立磨鎖風閥卡停原因及解決方法淺析
冀東
(232元/噸,0%)水泥灤縣有限責任公司目前擁有日產4000噸熟料生產線二條,每條生產線配備兩臺生料立磨,一線立磨是由日本宇部(UBE)公司和西德萊歇公司通過技術合作而制造的宇部萊歇磨,即UM46-4型立磨;二線立磨是由河北
冀東水泥 集團裝備研發中心研發,盾石機械制造有限責任公司制造的JLM3-46.4立式磨機。四臺磨機的入料方式均采用鎖風入料閥進行入料。這種入磨方式的優點是能夠保證充足的磨內風量以及循環風系統的壓力,在一定程度上能夠提高產量提高臺時,節約能耗,降低生產成本。但是另一方面,由于破碎以后的石灰石大小在80mm左右,而且本公司沒有在生料系統上配備輥壓機設備,因此入鎖風閥的物料大小也保持在80mm左右,同時還有細小粉磨。鎖風閥內部刮板與殼體之間的間隙大約在10mm左右,在夏季由于溫度較高,鎖風閥內部不會產生生料積粘的情況,但是在冬季,由于生料本身含有一定比例的水分,再加上冬季氣溫偏低,導致物料在鎖風閥內部粘積,當物料粘積到一定厚度時,鎖風閥承受扭矩達到極限,造成鎖風閥卡停,甚至于本公司還出現了由于受力過大而造成了鎖風閥減速機的損壞。
下面就解決鎖風閥卡停以及卡停鎖風閥減速機損壞維修與預防與大家進行討論。
第一部分:鎖風閥卡停的解決措施,鎖風閥卡停輕者造成磨機停機,影響生料生產,嚴重的甚至能夠引起回轉窯停機,造成不可挽回的損失。本公司針對鎖風閥卡停的問題研究了幾種方案:
方案一:在鎖風閥內部的弧形刮板上固定耐磨皮層,經過一段時間的實驗,還是存在鎖風閥卡停的情況。
方案二:在鎖風閥軸向位置安裝導風管,將窯尾熱風通入鎖風閥,增加內部溫度,防止粘料,后從另一側通入磨機中,由于本公司安裝空間有限,以及成本等因素考慮,后分析認為這種方法并不適用與本公司。(如圖一)
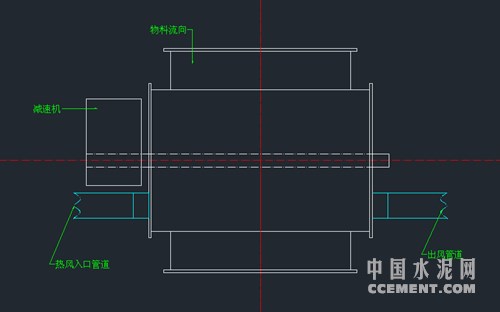 圖一
圖一
方案三:在鎖風閥徑向位置安裝導風管,無需再引出管路通到磨機。通方案二將窯尾熱風通入鎖風閥徑向導風管中,由此來解決粘料問題。后經過驗證,這種方法起到了很好的效果,不論是成本,還是空間結構,以及施工等方面都是最節儉的。(如圖二)
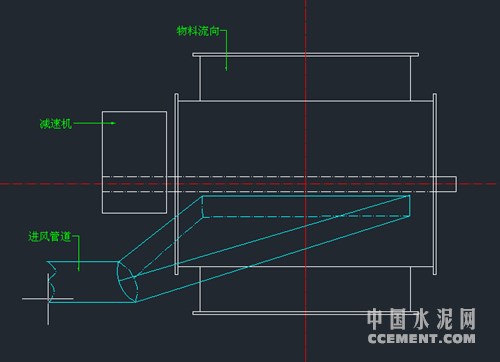 圖二
圖二
結論:經過試驗驗證,這三種方法中,方案三在節約成本,解決粘料問題,空間等方面都比較適宜,大家可根據自己的實際情況進行相應的調節。
第二部分:減速機損壞維修以及后期防護。本公司四個鎖風閥的減速機都采用弗蘭德的垂直軸減速機,在鎖風閥承受較大力矩的時候,減速機內部各級齒輪也相應的承受較大的力,同時由于該種減速機二級傳動軸兩側采用推力調心滾子軸承,而且軸承端蓋沒有進行螺栓緊固,只是做了密封處理,因此在承受較大力時,也就是在鎖風閥卡停的情況下會經常出現將兩側軸承端蓋頂開的情況,浪費潤滑油,增加生產風險(如圖三)。
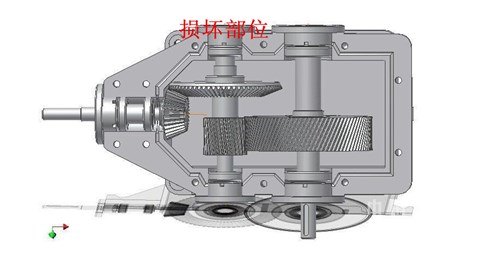 圖三
圖三
我公司經研究決定對現有減速機軸承端蓋進行改造,改造方案如下:
1、將減速機二級齒輪軸兩端端蓋拆除,同時切割兩個直徑大于原端蓋的鐵板(鐵板形狀按減速機外形來切割),鐵板厚度以8-12mm為宜。
2、在減速機兩端端蓋處鉆孔攻絲,兩端分別鉆6個孔,同時在已經切割好的鐵板上也進行同步鉆孔,螺栓建議采用M12的。
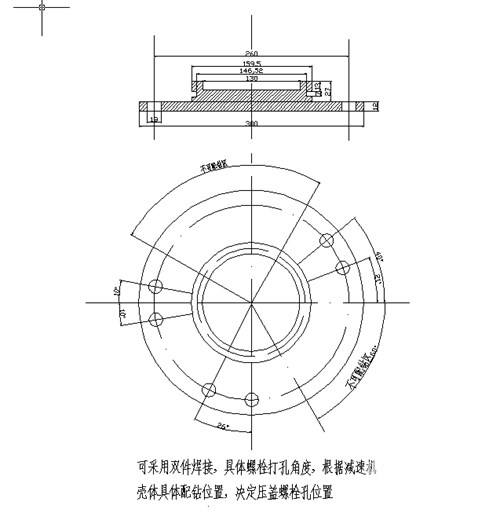
3、以上都做好以后,按附圖車兩個壓緊軸承端蓋。并配上橡膠密封圈
4、組裝過程為先將配上橡膠密封圈的兩個壓緊軸承端蓋抹上密封膠后放入軸承端蓋孔內,后將切割好并鉆孔的鐵板壓在軸承壓緊蓋上,并緊上螺栓。
注:為保證密封性,建議在連接處都抹上密封膠。
配件小結:圓形鐵板2塊,切割即可
軸承壓緊端蓋2塊,需按附圖車出
M12螺栓12條,長度配合鉆孔深度
橡膠密封圈2個,配合壓緊蓋槽大小
結論:經過這兩項改造以后,本公司鎖風閥的卡停故障停機得到了明顯的改善,不僅提高了臺時,降低了能耗,而且對設備的使用壽命也有很大的好處。
附圖:壓緊端蓋圖
摘自《中國水泥網》
